







冷沖壓模具-源鵬電子-冷沖壓模具生產(chǎn)
東莞市源鵬電子科技有限公司
經(jīng)營(yíng)模式:生產(chǎn)加工
地址:廣東省東莞市虎門鎮(zhèn)雅瑤工業(yè)區(qū)東一路11號(hào)
主營(yíng):研發(fā),產(chǎn)銷:電子配件,電子產(chǎn)品,端子,五金配件
業(yè)務(wù)熱線:0769-81551406
QQ:389629731
產(chǎn)品詳情 聯(lián)系方式
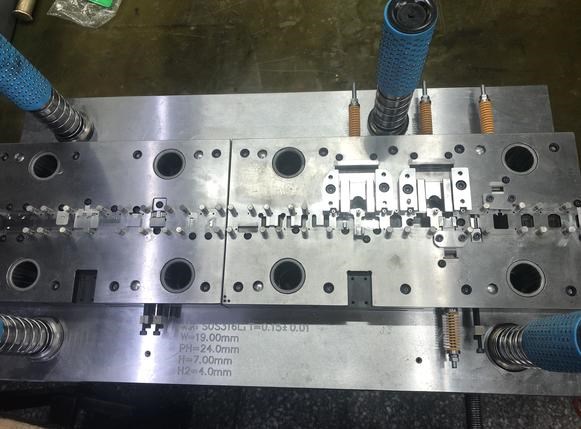
源鵬冷沖壓模具,標(biāo)準(zhǔn)更嚴(yán)格
列出工步或工程數(shù)量,對(duì)于連續(xù)模具結(jié)構(gòu),分工步,單工程程模的話,需要列出冷沖壓模具的數(shù)量。當(dāng)然,必要的時(shí)候,可以根據(jù)客戶的產(chǎn)品復(fù)雜程度和生產(chǎn)數(shù)量建議客戶作一些適當(dāng)?shù)恼{(diào)整。計(jì)算出模面尺寸,沖裁力。完成上面的工作后,模面尺寸基本上就已經(jīng)得出來(lái)了,沖裁力可以借助一些專業(yè)軟件來(lái)計(jì)算,也可以用簡(jiǎn)易的計(jì)算方式來(lái)得出。做完以上這幾步,我們就可以得出該模具需要的生產(chǎn)材料的類型,寬度和沖床的噸位,而對(duì)于一些復(fù)雜的產(chǎn)品,可能還會(huì)要進(jìn)行事先制樣,才能確定一些制做中的工是否能規(guī)劃加工費(fèi),這個(gè)費(fèi)用一般情況下我們是以時(shí)間來(lái)估算的,當(dāng)然,像熱處理等,是可以直接以重量來(lái)計(jì)算的。而線切割加工費(fèi)這些是以平方來(lái)計(jì)算的,這些基本上可以預(yù)算出一個(gè)比較精準(zhǔn)的數(shù)值。







源鵬冷沖壓模具,性能更好
先沖落成形周邊的廢料,再落其它部位的余料:因?yàn)闆_小孔若放在后面,那麼它在沖裁時(shí),沖子四周對(duì)應(yīng)料帶上的部位可能有缺口(前面已沖過(guò)的孔),這樣,沖子在沖壓過(guò)程中,將會(huì)引起受力不均(會(huì)產(chǎn)生側(cè)向力),本來(lái)小孔沖子強(qiáng)度很弱,加之受力不均,極容易折斷,當(dāng)然這僅是大多數(shù)情況,有時(shí)根據(jù)實(shí)際情況需要,小孔沖隻能排在后面,不過(guò)辦法還是有的,如果沖子厚度實(shí)在太小,可入行補(bǔ)強(qiáng):A:採(cǎi)用脫板精密導(dǎo)向;B:沖子採(cǎi)用PG(光學(xué)研磨)加工。確定是否采用裁邊:裁邊一般用在連續(xù)模和落料模上,它的作用起粗定位,在試模時(shí)便于送料;有的裁邊還兼有沖外形的作用,如果模具先沖定位,接著馬上用引導(dǎo)針導(dǎo)正,一般不用裁邊了;沒(méi)有引導(dǎo)針的,要先裁邊,用來(lái)定距,一般用在落毛胚的落料模中。

源鵬冷沖壓模具,更加精密
精密連續(xù)模具在確定排樣圖之前,先做沖裁沖頭迭加圖。做此圖的目的是保證將所有的廢料都沖完,獲得完整的產(chǎn)品。首先要確定制品的毛邊面,制品料紋方向要求,步距,條料寬度,制品的基準(zhǔn)面,合理的搭邊及送料方向。要考慮到?jīng)_頭的先后順序,彎曲的先后順序,定位孔及搭邊位置等。沖裁沖頭的形狀應(yīng)盡量做到以下幾點(diǎn):a: 盡量避免長(zhǎng)方形沖頭,因?yàn)殚L(zhǎng)方形沖頭易跳廢料b: 沖頭應(yīng)避免過(guò)長(zhǎng)的懸臂與狹槽。因?yàn)閼冶蹠?huì)影響沖頭的強(qiáng)度。狹槽會(huì)影響到凹模的強(qiáng)度。沖頭盡量避免尖角。c; 沖頭應(yīng)做防脫料結(jié)構(gòu),并考慮到加工工藝,盡量利用磨床及線割加工,減少放電加工。d: 兩個(gè)沖頭的連接處會(huì)有接口,在保證順利沖裁的情況下,盡量減小產(chǎn)品上沖頭接口位置的大小,對(duì)某些產(chǎn)品,接口的大小、位置及形狀,要與客戶商討共同制訂。


楊先生先生
手機(jī):13694922701
地址:廣東省東莞市虎門鎮(zhèn)雅瑤工業(yè)區(qū)東一路11號(hào)
電話:0769-81551406
傳真:0769-81551406
網(wǎng)址:www.13376876276.com.cn
最新信息




